啤酒廠使用的酵母來源有三種:有直接購買酵母泥、購買純種酵母擴培和自己保存并擴培酵母三種途徑。小規模啤酒廠或者酒坊會選擇直接購買酵母泥,但是這樣對于大規模精釀或工業啤酒廠來說成本過高,且過度依賴酵母廠家的質量。因此在啤酒廠更常見的是購買純種酵母進行擴培,并在發酵后進行回收保存。
完美的酵母管理是提高啤酒質量的關鍵起點之一。使用自己擴培的酵母不僅要求專業的酵母擴培設備,還需要嚴格的酵母管理。
啤酒酵母擴大培養的順序如下:
斜面試管(原菌種)→富氏瓶或試管培養→富氏瓶或三角瓶培養→卡氏罐培養→酵母擴大培養罐→酵母繁殖罐→發酵罐。
啤酒生產企業使用的酵母由保存的純種酵母,經過擴大培養達到一定數量后,供生產現場使用。啤酒酵母純正與否,對啤酒發酵和啤酒質量的影響很大。純種酵母可以直接購買,或者啤酒廠利用特殊的分離技術,將優良強壯的單細胞酵母從實驗室保存的原菌種中或生產中的酵母泥中分離出來,然后在無污染條件下進行繁殖,直至達到接種所需的酵母添加量為止。每個啤酒廠都應保存適合本廠使用的純種酵母,以保證生產的啤酒具有穩定的風格和特性。
原菌種會進入到富氏瓶中,在25℃~27℃保溫箱中培養2~3天,每天定時搖動。在25℃保溫箱中培養2天。之后與250mL-500mL的滅菌麥汁一起在500mL-1000mL的巴氏瓶中混合,在25℃保溫箱中培養2天。
下一個階段則是在卡士罐中繁殖酵母,這也是實驗室酵母擴培與生產現場擴培的連接環節。卡氏罐是一個10L-25L的不銹鋼罐,一般都帶有絕緣手柄、無菌空氣過濾器和取樣閥,有3個緊箍使其密封。
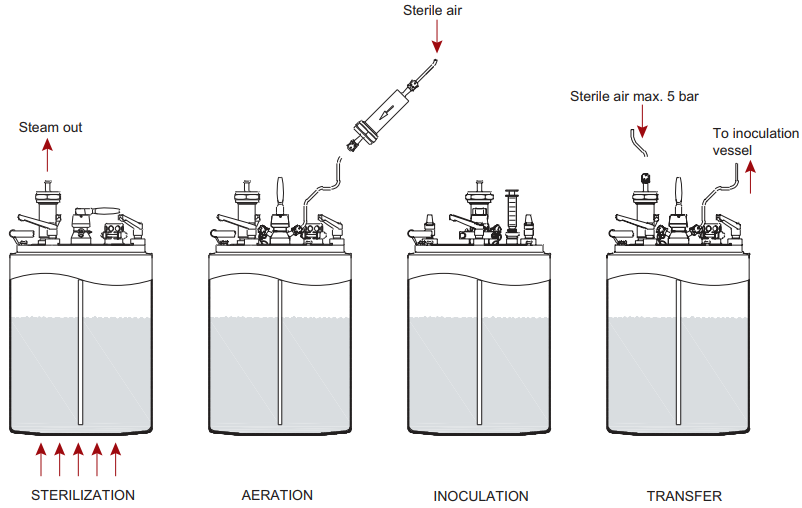
在卡氏罐內注入總容量50%~80%的麥汁后,將卡氏罐和麥汁一起加熱滅菌。然后冷卻至接種溫度備用。酵母的接種量為100mL-200mL,無菌條件下使用注射器通過帶橡皮膜的接種頭接種。通過取樣閥上的無菌空氣接頭,使無菌空氣通過垂直升液管從底部進入麥汁以促進酵母繁殖。在15-20℃下保溫3-5天,即可進行擴大培養,或可供約100L麥汁發酵使用。若已達到期望的酵母細胞數,則將經過空氣過濾機的壓縮空氣將酵母菌液從垂直液管和取樣閥壓出,送入漢生罐。

生產現場使用的擴培罐一般可以分為三級,一級擴培罐、二級擴培罐和三級擴培罐。一級擴培罐的容量大概是卡士罐的十倍左右。二級則是一級的5-8倍,三級之于二級的倍數關系更小。
麥汁被打入擴培罐中后,用蒸汽夾套給麥汁進行煮沸殺菌后使用冷卻夾套降溫到適合酵母接種的溫度。然后導入卡士罐中的酵母并充入無菌氧氣。大約一天以后(24~36h),一級罐中的培養液達到高泡期時,在二級擴培罐中泵入麥汁并殺菌后,在無菌條件下將培養液泵入二級擴培罐中繼續擴培。該過程連續進行至達到所需的酵母量為止。最后將擴培罐中的酵母添加至發酵罐中用于啤酒發酵。
使用這種追加式的酵母擴培方式在實際生產條件下,可在較短時間間隔內連續進行純種擴培。但在擴繁一定周期后需要將所有罐中的培養液全部排空進行徹底清理。





咨詢熱線
0531-8816-1566 郵箱:pijiujixie@cnbrewery.com
郵箱:pijiujixie@cnbrewery.com
 手機:157-5310-9888
手機:157-5310-9888
座機:0531-8816-1566
 地址:山東省濟南市高新區機場路2668號
地址:山東省濟南市高新區機場路2668號
 內貿周經理
內貿周經理
 內貿楊經理
內貿楊經理
Copyright 2012-2021 山東天泰啤酒設備有限公司
備案號:魯ICP備18041642號
通信地址:山東省濟南市濱河商務中心D座12層
內貿周經理:157-5310-9888
內貿楊經理:150-6912-0888
內貿趙經理:186-7882-9816
友情鏈接/ links